The AutoSprint E - description of features
Six station turret
The six station turret is located accurately by a large bolt in the turret slide which is mounted on the turret saddle.
This saddle may be adjusted manually for longitudinal position on the lathe bed, enabling the setter to reduce cycle times by shortening turret slide strokes to the minimum necessary for each sequence of machining operations.

Six Station Turret
A new Auto Index facility is available for indexing empty turret stations.
At the end of the fast approach the feed circuit is automatically engaged and the turret pneumatically clamped. Manual or automatic selection of any one of the steplessly variable hydrofeeds will permit the turret to feed forward to the dead-stop at the pre-set feed rate.
The four turret forward feed rate regulators are grouped conveniently on the control panel. A fifth feed rate regulator at the right hand end of the machine provides for back feeding of the turret when controlled withdrawal is required for a tap or solid die or to eliminate tool trace marks on the work piece.
Rapid, accurate adjustments of the turret feed engage (check) points - the position at which regulated feeds are introduced - can be made while the machine is on automatic cycle and in production.
The wood-pecker circuit provides for accurate drilling of deep holes and greatly assists chip removal and drill cooling, while the turret air distributor allows pneumatically assisted tooling to be used.
Headstock & transmission
Mounted in preloaded double angular contact bearings, the headstock spindle is triple vee belt driven through a constant mesh, oil immersed, 2 ratio gearbox and two speed 3/2 h. p. motor. With a three step pulley a total of 12 speeds in three ranges is available.
Each range gives four speeds that can be used throughout the automatic cycle, a simple belt change being necessary to select either of the other two ranges.
Cross slides and vertical slide
The cross slide saddle, mounted on the lathe bed, is manually adjustable for longitudinal positioning and carries independently operated front and rear dovetail slides incorporating dovetail wipers.

Cross Slides and Vertical Slide
Each slide has a two-position tool post incorporating wedge adjustment for tool centre height.
A third slide, mounted on the headstock, provides for parting-off thereby leaving both cross slide tool posts available for forming or other similar operations.
All three slides traverse rapidly to a pre-set, adjustable 'feed engage' (check) point and then feed at a steplessly variable control feed rate.
Each slide has its own feed rate control. 'Checking' is carried out electrically using waterproof switches giving fast, reliable and accurate operation.
Back feed to the rear slide is controlled by a separate feed ratio control and can be selected when required. All slide ways are induction hardened and precision ground.
Electronic control
For reliability and simple maintenance, modular electronic units with unitor plugs have been used. They comprise plug in printed circuit boards and relays with international standard bases.
The switch panel and programme board are also linked to the machine by unitor plugs which permit removal of the board for "off machine" programming.
Powerpack
The hydraulic-pneumatic power module, containing four master cylinder assemblies, each comprising a pneumatic cylinder coupled vertically with a hydraulic cylinder, is supplied with a constant volume of filtered oil under pressure from a common reservoir.
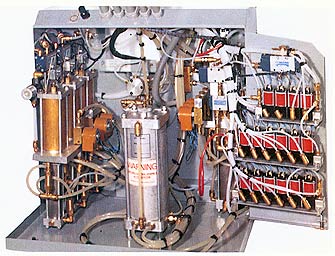
Power Pack
Compressed air at 80 to 851bs. in² is applied to the appropriate pneumatic cylinder via a solenoid operated pneumatic valve.
This motivates via one or more slave cylinders, the machine's slides. The feed rate of the slide is controlled by a needle valve.
This system is remarkable for its simplicity and its speed of operation. By utilising the differing reaction speeds of electrical and pneumatic components, it creates its own natural time delays wherever these are required to coincide with changeover situations.
This allows the master pistons to overstroke thereby ensuring that there is more fluid available than required for the next slide stroke.
The unique design compensates automatically for any oil volume differentials in operation and avoids the necessity for the sophisticated circuitry which would otherwise be used in hydraulic machines.
Pneumatic ear feed
The machine is normally supplied with a 1Oft (3 metre approx) pneumatic barfeed. A regulator panel incorporating pressure control valve, gauge and safety cut out switch, allows adjustments to be made to the barfeed operating pressure to compensate for different bar diameters.
For ease of loading the bar feed slides forward on a bracket and a switch operated by the barfeed clamp ensures that the air supply is exhausted from the tube when it is moved.